
жб шпонка
Шпонки. Казалось бы, простая деталь, но сколько в ней нюансов, сколько проблем может возникнуть на производстве и в эксплуатации. Часто встречаю недопонимание именно с этими элементами – либо слишком упрощенный подход, либо, наоборот, излишняя сложность. Хотелось бы поделиться некоторыми мыслями, вытекающими из реального опыта работы, а то как-то все упрощается до стандартных таблиц и ГОСТов. Ну, и может, кому-то пригодится, кто сейчас с этими деталями сталкивается.
Типы и Материалы Шпонки
Первое, что приходит на ум – это разновидности. Существуют различные виды шпонок, классифицируемые по форме (обычные, полукруглые, трапециевидные и т.д.), размеру и материалу. Обычно, применяются сталь, латунь, а иногда и специальные сплавы, в зависимости от нагрузки и условий эксплуатации. Конечно, выбор материала – это не просто вопрос цены, это вопрос долговечности и надежности соединения. Например, для деталей, подвергающихся высоким нагрузкам и вибрациям, сталь - стандарт. Но бывают случаи, когда латунь предпочтительнее – например, из-за ее лучшей коррозионной стойкости. Помню один случай с шпонками для двигателей – использование обычной стали привело к быстрому износу и разрушению шпоночного соединения. Оказалось, что нужна более износостойкая сталь или специальное покрытие. Полагаю, что это связано с тем, что в двигателе действуют довольно высокие нагрузки на шпоночные соединения.
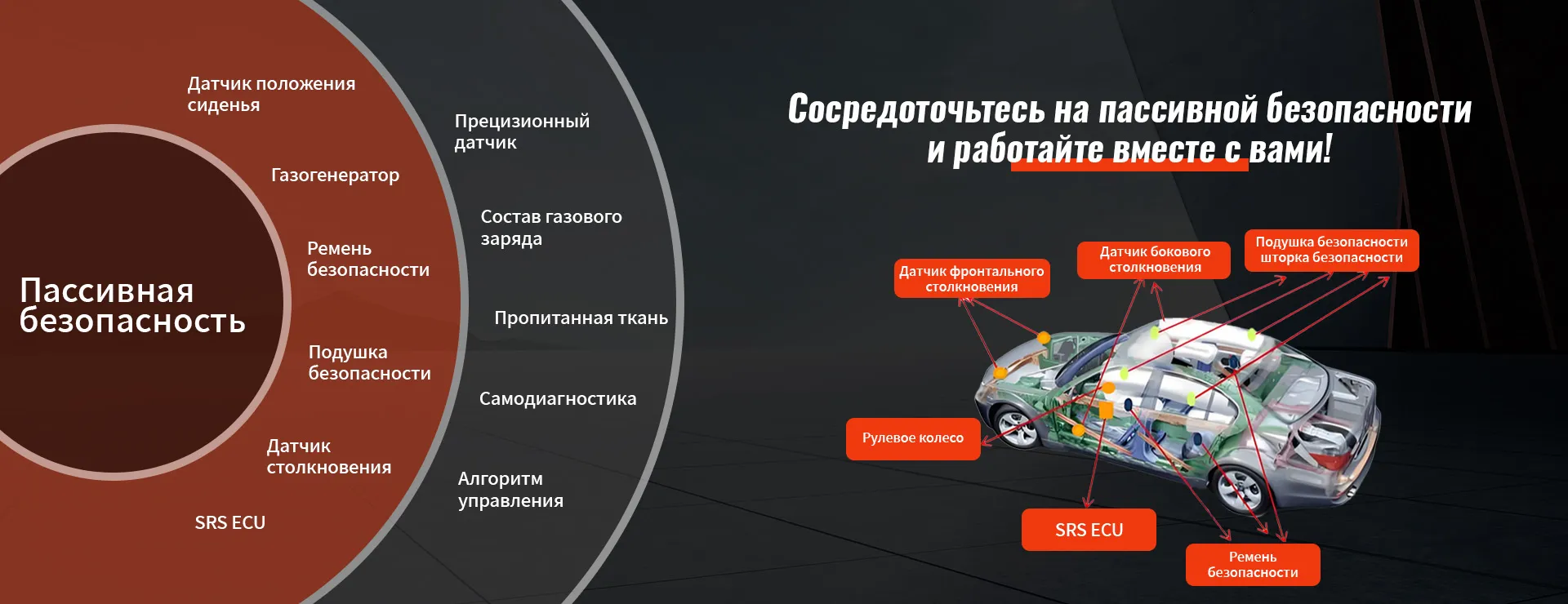
Нельзя забывать и о точности изготовления. Шпонка должна идеально входить в паз и плотно прилегать к валу. Любой люфт или неточность может привести к вибрациям, износу и даже разрушению соединения. Мы, в ООО Чэнду Байдэли Автомобильные Системы Безопасности, уделяем этому вопросу особое внимание. Для производства систем пассивной безопасности автомобилей, включая детали, где используются шпонки, мы используем современное оборудование и строгий контроль качества.
Проблемы с Подбором Шпонки
Часто возникает проблема с выбором правильного размера шпонки. Слишком маленькая - не обеспечит достаточного зацепления, слишком большая - повредит вал или шпоночный паз. Недостаточный учет геометрических параметров, например, овальности вала или деформации шпоночного паза, может привести к серьезным последствиям. Бывало, что заказчик приносил детали с деформированным пазом – это, конечно, проблема не шпонки, а паза. Но все равно приходится пересчитывать и выбирать новую деталь.
Иногда возникают сложности с совместимостью шпонок разных производителей. Даже если номинальные размеры совпадают, могут быть незначительные отклонения в геометрии, которые приведут к проблемам. Поэтому, если есть возможность, лучше использовать шпонки от одного и того же производителя или хотя бы от проверенного поставщика.
Технологии Изготовления Шпонки
Есть несколько основных способов изготовления шпонок: штамповка, токарная обработка и фрезерование. Штамповка – это самый распространенный и экономичный способ, но он подходит только для больших объемов производства и простых форм. Токарная обработка позволяет получить шпонки с более сложной геометрией и более высокой точностью. Фрезерование – самый точный и дорогостоящий способ, который используется для изготовления шпонок специального назначения.
Мы в своей работе используем комбинацию этих технологий, выбирая оптимальный способ в зависимости от требований к точности, объемов производства и стоимости. Например, для серийного производства шпонок для систем пассивной безопасности мы используем штамповку, а для изготовления прототипов и небольших партий – токарную обработку или фрезерование.
Ошибки при Монтаже и Эксплуатации Шпонок
К сожалению, часто шпонки повреждают при монтаже. Например, при использовании неправильного инструмента или при чрезмерных усилиях. Важно помнить, что шпонка должна входить в паз плавно и без повреждений. Также, важно правильно выровнять вал и шпоночный паз перед монтажом. Мы часто видим деформации пазов, вызванные неправильной установкой.
Другая распространенная ошибка – это неправильная эксплуатация. Если вал или шпоночный паз загрязнены, это может привести к быстрому износу шпонки и повреждению соединения. Поэтому, важно регулярно чистить вал и шпоночный паз, а также использовать смазку, которая снижает трение и износ.
Пример Неудачного Монтажа
Однажды мы получили деталь с серьезным повреждением шпоночного соединения. Оказалось, что при монтаже использовали не тот инструмент и приложили слишком большое усилие. В результате, шпонка была деформирована и не обеспечивала надежного соединения. Пришлось изготавливать новую деталь, что привело к задержке производства и увеличению затрат.
Будущее Шпонок
Сейчас активно разрабатываются новые типы шпонок с улучшенными характеристиками, например, шпонки с антифрикционными покрытиями и шпонки с увеличенной износостойкостью. Также, активно внедряются новые технологии производства, такие как 3D-печать, которая позволяет изготавливать шпонки сложной формы с высокой точностью. Пока что, массовое применение 3D-печати не получило, но потенциал у этой технологии огромен.
Думаю, что в будущем шпонки будут играть еще более важную роль в автомобильной промышленности и других отраслях, где требуется надежное соединение деталей. Главное – не забывать о правильном выборе материала, точном изготовлении и правильной эксплуатации.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Рулевое колесо с функцией подогрева
Рулевое колесо с функцией подогрева -
 Пластинчатая гайка
Пластинчатая гайка -
 Винтовая заглушка 8450026828
Винтовая заглушка 8450026828 -
 Эксцентричный болт 8450026872
Эксцентричный болт 8450026872 -
 Боковые подушки безопасности
Боковые подушки безопасности -
 Подушка безопасности пассажира
Подушка безопасности пассажира -
 Клеммная гайка 8450027013
Клеммная гайка 8450027013 -
 Газогенератор
Газогенератор -
 Автомобильные динамики YDT813-5
Автомобильные динамики YDT813-5 -
 Ступенчатый винт 8450093150
Ступенчатый винт 8450093150 -
 Трубный зажим
Трубный зажим -
 Кожаное рулевое колесо
Кожаное рулевое колесо



