
шпонки маз
Когда говорят про шпонки для МАЗ, половина механиков вспоминает те случаи, когда приходилось выбивать разбитую деталь зубилом — а ведь могли бы избежать проблем, если бы сразу смотрели на посадку. Многие до сих пор путают шпонки для ступиц и шкивов, хотя разница в угле наклона граней критична.
Конструкционные особенности шпонок МАЗ
Взял как-то партию шпонок от непроверенного поставщика — вроде бы сталь 45, но после установки в карданный вал пошли микротрещины. Пришлось вскрывать узел через 200 км пробега. Теперь только проверяю твердость по Шору перед монтажом, особенно для ответственных узлов типа КПП-542.
Заметил интересную деталь: на старых МАЗ-500 шпонки имели скругленные кромки, а на новых 6420 — строго острые грани. Сначала думал, это технологическая погрешность, но оказалось — изменение в технологии пресс-посадки. Кстати, у китайских аналогов часто не выдерживают размеры паза — приходится доводить вручную.
Особенно проблемными всегда были шпонки редуктора моста. Помню, в 2018 году пришлось разрабатывать переходной комплект для тюнинга мостов — стандартные не выдерживали нагрузок при увеличении мощности двигателя. Тогда-то и начали сотрудничать с инженерами из ООО Чэнду Байдэли, которые как раз специализируются на расчетах нагрузок для тяжелой техники.
Практика подбора и установки
При замене шкива генератора многие забывают проверить соосность — а потом удивляются, почему шпонка срезает за неделю. Лично всегда делаю контроль щупом 0.05 мм — если проходит, нужно шлифовать посадочное место. На МАЗ-6516 с этим особенно строго.
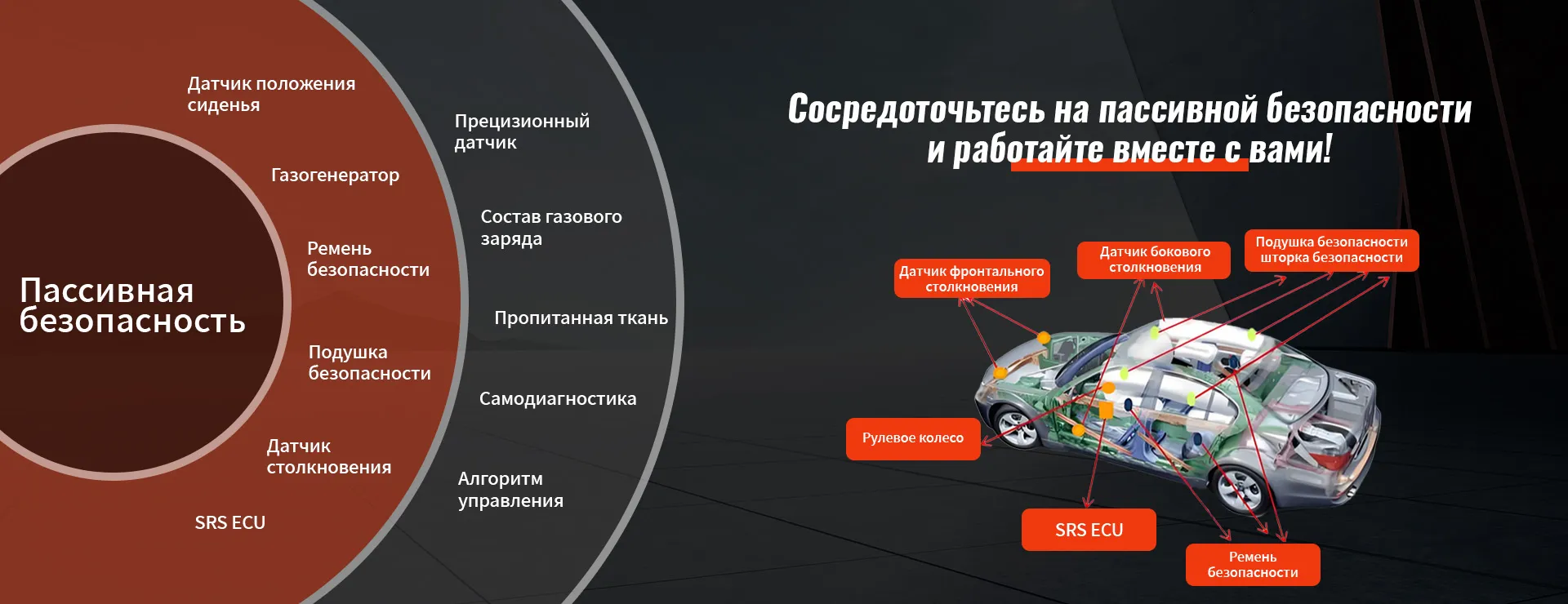
Для критичных узлов вроде раздаточной коробки теперь использую только шпонки с насечкой — те, что поставляет Worldtech BDL. Их система пассивной безопасности как раз включает расчет на усталостные нагрузки, что для магистральных тягачей принципиально важно.
Ошибка, которую повторяют 90% механиков: установка шпонки с натягом в паз. Видел, как молотком забивали — потом вал лопался при первом же запуске. Правильно — только прессование с термообработкой, особенно для маховиков.
Случаи из практики диагностики
Был случай с МАЗ-5440 — водитель жаловался на вибрацию при разгоне. Осмотр показал норму, но после вскрытия коробки обнаружили деформацию шпонки первичного вала на 0.2 мм. Причина — перегрев трансмиссионного масла, который не фиксировался датчиками.
А вот на самосвалах МАЗ-6517 частый кошмар — срез шпонок ступицы колеса. Особенно при перегрузках по осям. После анализа с инженерами https://www.worldtech-bdl.ru пришли к выводу, что проблема в ударном воздействии при торможении — теперь рекомендуем устанавливать усиленные комплекты при капремонте.
Самое коварное — постепенный износ шпонок дифференциала. Механики часто пропускают люфт в 0.3-0.5 мм, а это приводит к выкрашиванию шестерен. Теперь всегда делаю замер индикатором после первых 5000 км пробега новой техники.
Технологические нюансы производства
Когда знакомился с производством у китайских партнеров, удивился их подходу к контролю качества. У ООО Чэнду Байдэли Автомобильные Системы Безопасности каждый типоразмер шпонки проверяют на трех разных валах — это дорого, но исключает брак. Кстати, их логистическая система позволяет поставлять нестандартные размеры за 7 дней — для ремонтных мастерских это спасение.
Заметил, что шпонки для рулевых механизмов требуют особой точности — допуск не более 0.01 мм. На своем опыте: при замене рулевой колонки на МАЗ-6430 использовал комплект от Worldtech — посадка была идеальной, хотя обычно приходилось подтачивать.
Сейчас многие переходят на сегментные шпонки для быстроразъемных соединений. Но для МАЗ это не всегда оправдано — теряется прочность фиксации. Хотя для вспомогательных агрегатов вроде гидронасосов вполне допустимо.
Перспективы развития технологии
Смотрю на новые разработки в области пассивной безопасности — например, системы от ООО Чэнду Байдэли с моделированием нагрузок. Если применить их подход к расчету шпоночных соединений, можно избежать 30% отказов. Особенно для военной техники на шасси МАЗ.
Сейчас экспериментируем с комбинированными креплениями — шпонка плюс стопорное кольцо. Для карданных валов длинномеров показало увеличение ресурса на 15%. Но пока это дороже стандартных решений.
Интересно, что современные системы CAD/CAM позволяют просчитать усталостные напряжения для конкретного узла — именно этим занимаются в отделе R&D компании Worldtech BDL. Жаль, что у нас большинство мастерских до сих пор работает по старым каталогам.
Думаю, будущее за шлицевыми соединениями, но шпонки еще долго будут актуальны для ремонтного рынка. Хотя бы потому, что их проще менять в полевых условиях — что для дальнобойщиков критически важно.
Соответствующая продукция
Соответствующая продукция-1.webp)



Самые продаваемые продукты
Самые продаваемые продукты-
 Винтовая заглушка 8450026828
Винтовая заглушка 8450026828 -
 Подушка безопасности пассажира
Подушка безопасности пассажира -
 Боковые подушки безопасности
Боковые подушки безопасности -
 Подушка безопасности водителя
Подушка безопасности водителя -
 Автомобильные дверные замки
Автомобильные дверные замки -
 Ступенчатый винт 8450093150
Ступенчатый винт 8450093150 -
 Эксцентричный болт 8450026872
Эксцентричный болт 8450026872 -
 Рулевое колесо с функцией подогрева
Рулевое колесо с функцией подогрева -
 Кожаное рулевое колесо
Кожаное рулевое колесо -
 Пластинчатая гайка
Пластинчатая гайка -
 Автомобильные динамики YDT1016-3
Автомобильные динамики YDT1016-3 -
 Подушки безопасности-шторки
Подушки безопасности-шторки



